Прецизионная обработка крупногабаритных колец подшипников
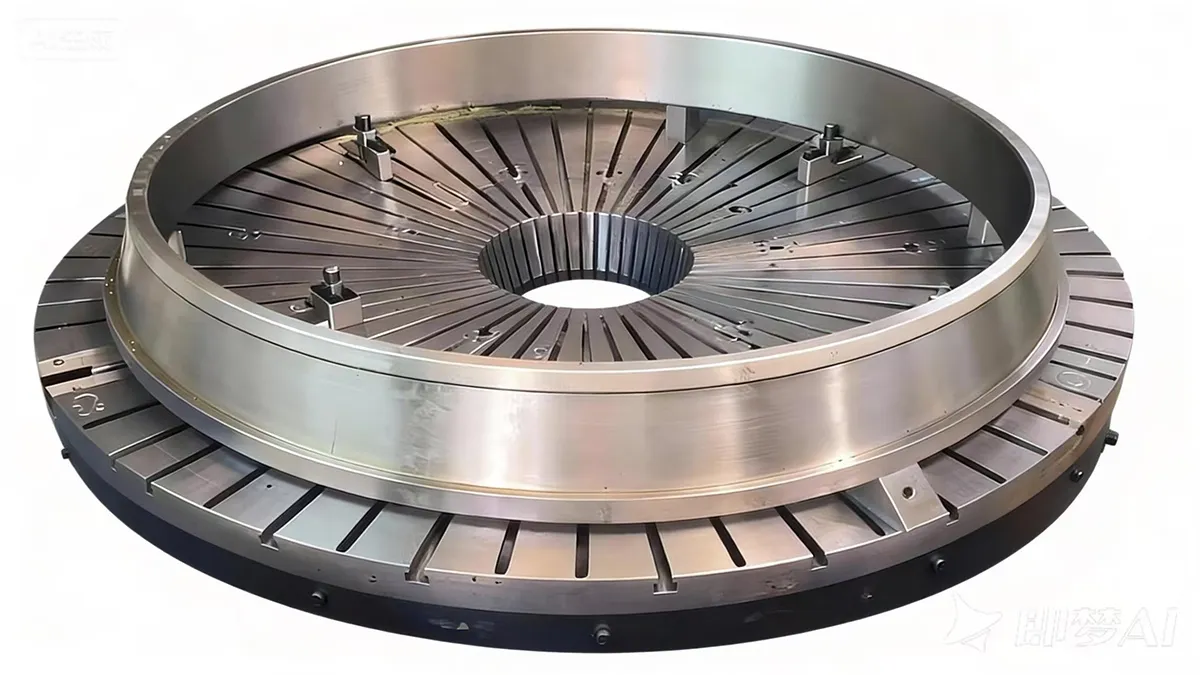
Крупногабаритные кольца подшипников (обычно с внутренним диаметром ≥ 100 мм) являются ключевыми несущими компонентами подшипников, работающих в тяжелых условиях. Они состоят из внутреннего и внешнего колец, которые поддерживают и направляют подшипниковые элементы. Эти компоненты должны соответствовать строгим стандартам круглости, цилиндричности, а также шероховатости поверхности. Они широко используются при производстве тяжелого оборудования, железнодорожного транспорта, а также в новой энергетике (ветроэнергетика) и морском судостроении.
Процесс обработки
Подготовка материала
Черновая обработка с минимальными допусками
Обнаружение дефектов (НК)
Термическая обработка
Шлифовка или жесткое точение
Жесткое точение
Прецизионная шлифовка
Суперфинишинг (по необходимости)
Наши технологические решения
Жесткое точение
Проблемы
- Деформация и допуски: к крупногабаритным кольцам предъявляются строгие требования относительно биения и круглости. Тепло, возникающее при твердом точении, при неравномерном зажиме традиционными кулачками часто вызывает тепловую деформацию и ошибки в размерах.
- Нестабильность тонкостенных конструкций: крупногабаритные кольца зачастую имеют тонкие стенки. Усилие резания может привести к деформации кольца во время обработки. После снятия зажима кольцо возвращается в исходное состояние, что нарушает круглость.
- Вибрация (чирпинг): при обработке колец большого диаметра зачастую возникает вибрация. Это снижает качество обработки поверхности и значительно сокращает срок службы.
- Износ инструмента: стандартные инструменты с твердостью от HRC 58-62 быстро изнашиваются, что влечет за собой расходы на смену инструмента и простои.
Решение
Рекомендуемое оборудование: Вертикальный токарный станок с ЧПУ

- Вертикальная компоновка: за счет вертикального закрепления заготовки направление силы тяжести совпадает с направлением зажима. Это повышает стабильность фиксации по сравнению с обработкой на горизонтальных станках.
- Инновационный зажим: гидравлический патрон с мягкими кулачками равномерно распределяет силу зажима. Для тонкостенных колец может быть установлен расширительный или электромагнитный патрон для устранения искажения, вызванного физическим зажимом.
- Широкое применение: обработка внутренних и внешних дорожек качения, ребер, плеч и канавок за один цикл.
Рекомендуемый инструмент для резки: PCBN-инструмент и пластины для точения

- Производительность: наши вставки из высококачественного PCBN обладают необходимым уровнем износостойкости и ударной прочности, снижая частоту смены инструмента.
Суперфинишинг
Проблемы
- Неравномерность процесса: достижение высокого качества поверхности требует баланса абразивной зернистости, давления, скорости подачи и частоты колебаний. На больших поверхностях неравномерный износ абразивного камня может вызвать шероховатость или волнистость.
- Неоднородность поверхности: из-за большого диаметра сложно поддерживать равномерное контактное давление, что часто приводит к чрезмерной или недостаточной шлифовке отдельных участков. Это создает неравномерное распределение остаточных напряжений, отрицательно влияя на срок службы подшипника.
- Искажения от зажима: крупногабаритные кольца подшипников относительно гибкие. Если зажим будет слишком тугим, кольцо может деформироваться; если слишком слабый — оно может соскользнуть. Любые нестабильности в механизме колебаний также передаются на дорожку качения.
Решение
Рекомендуемое оборудование: Вертикальный суперфинишный станок

- Электромагнитный зажим: наш станок оснащен электромагнитным патроном, который обрабатывает поверхность дорожки качения без деформаций.
- Микрообработка: абразивные камни с мелкой зернистостью для микрообработки и полировки дорожек качения и канавок.
- Отличный результат: улучшает геометрию поверхности и усталостную прочность материала, подготавливая подшипник для работы при тяжелых нагрузках.